



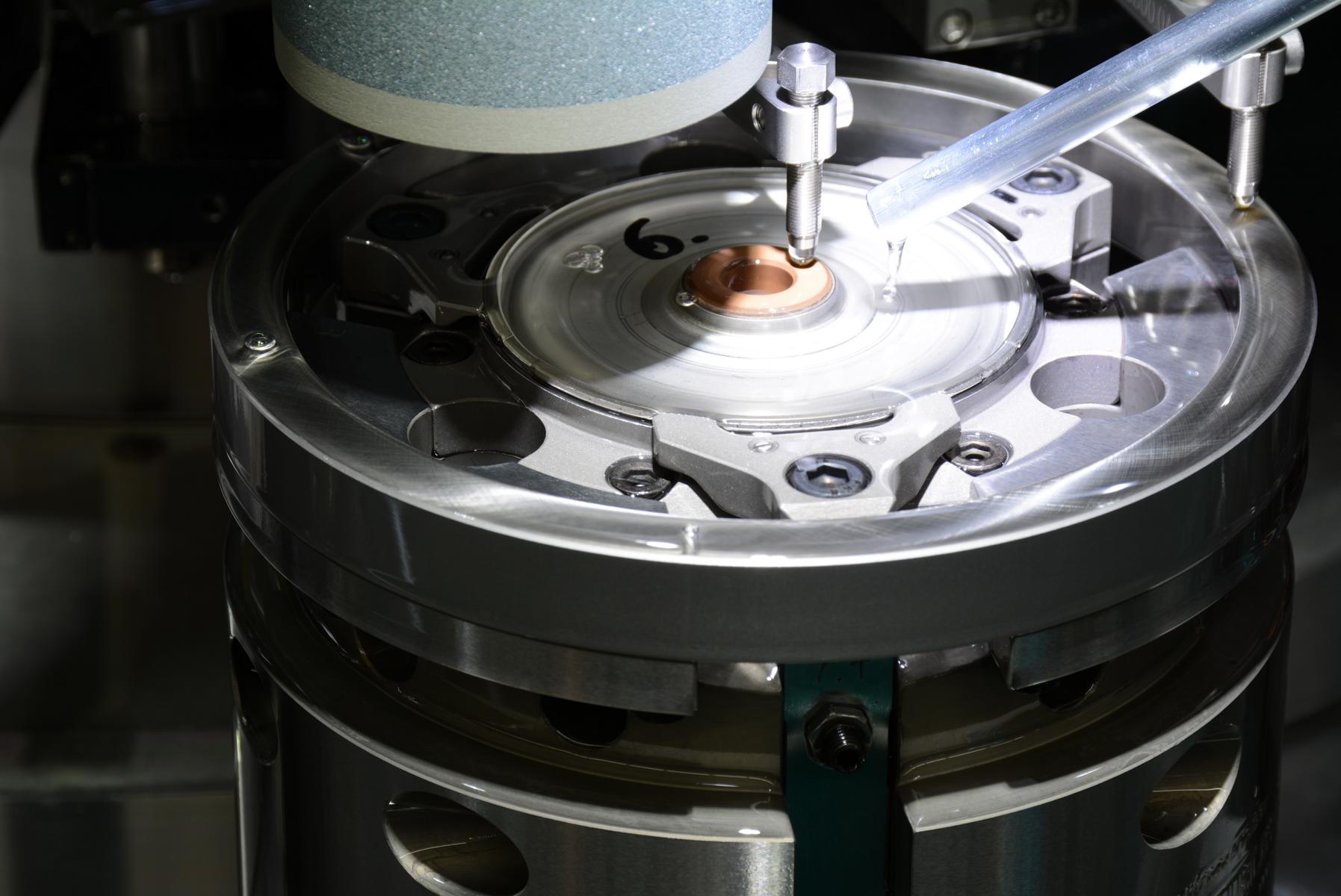

Microfinish / Superfinish flat finish machining with Thielenhaus MicroStar
The MicroStar rotary transfer method (series 200 and EVO) comprises a centrally positioned column which is used to align the machining units. The rotary table, designed as a torque motor, can mount up to 12 work piece spindles depending on the model. The high momentum for rotary transfer allows auxiliary process time to be reduced to 0.8 seconds. Peak time-neutral loading and unloading is enabled thanks to the fact that all stations work simultaneously in this machine concept. Typical transfer times are between 6 and 12 seconds. Double and triple machining operations can be executed on this machine, with the result that two to three work pieces can be finished per transfer.